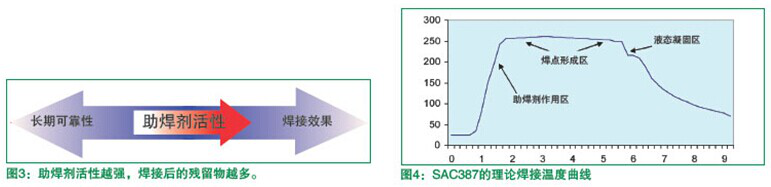
为了形成良好的焊点,在熔点温度40℃以上的时间必须保持2-5秒,因此我们需要烙铁提供相当的热量。大部分企业在进行无铅焊接时选用的焊锡丝是SAC387合金,它的熔点为217℃, 焊接温度相应为257℃(选择SAC305合金为260℃)。
为了形成良好的焊点,在熔点温度40℃以上的时间必须保持2-5秒,因此我们需要烙铁提供相当的热量。大部分企业在进行无铅焊接时选用的焊锡丝是SAC387合金,它的熔点为217℃, 焊接温度相应为257℃(选择SAC305合金为260℃)。由此我们可以得到以下的理论温度曲线:
当烙铁头与焊锡丝/被焊物接触时,我们从上图可以看到温度迅速上升,在这段时间助焊剂挥发并起作用。当温度升到熔点以上时,焊料开始熔化,之后维持大约4秒时间,烙铁移开,焊点凝固。
注意上面的曲线,从液相变为固相时,曲线有一个凹段。但是,在实际操作中,操作者很少能够将烙铁停留在焊点2秒以上,所以实际的曲线如图5所示,在短时间内,加热有一个峰值区,很多的热量在此传递给焊点。
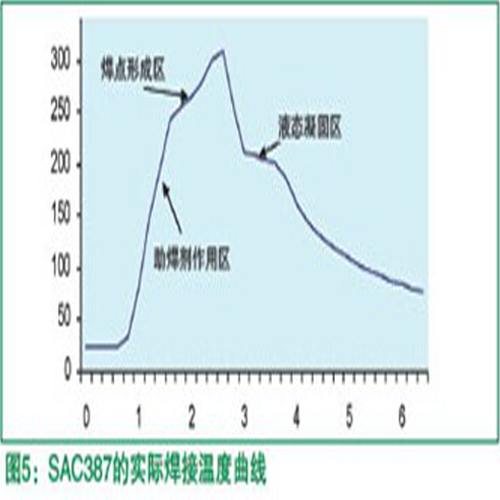
比较上面两条曲线可以看出,焊点实际达到的温度比推荐的熔点以上40℃要高,但时间要短。然而,如果考虑到烙铁传递的热量为温度与时间的函数,两者的热量应该做到差不多才对。
从图6可以看出,两条曲线在熔点217℃以上的面积是相等的。
为了形成良好的焊点,在熔点温度40℃以上的时间必须保持2-5秒,因此我们需要烙铁提供相当的热量。大部分企业在进行无铅焊接时选用的焊锡丝是SAC387合金,它的熔点为217℃, 焊接温度相应为257℃(选择SAC305合金为260℃)。由此我们可以得到以下的理论温度曲线:
当烙铁头与焊锡丝/被焊物接触时,我们从上图可以看到温度迅速上升,在这段时间助焊剂挥发并起作用。当温度升到熔点以上时,焊料开始熔化,之后维持大约4秒时间,烙铁移开,焊点凝固。
注意上面的曲线,从液相变为固相时,曲线有一个凹段。但是,在实际操作中,操作者很少能够将烙铁停留在焊点2秒以上,所以实际的曲线如图5所示,在短时间内,加热有一个峰值区,很多的热量在此传递给焊点。
比较上面两条曲线可以看出,焊点实际达到的温度比推荐的熔点以上40℃要高,但时间要短。然而,如果考虑到烙铁传递的热量为温度与时间的函数,两者的热量应该做到差不多才对。
从图6可以看出,两条曲线在熔点217℃以上的面积是相等的。
